场景A
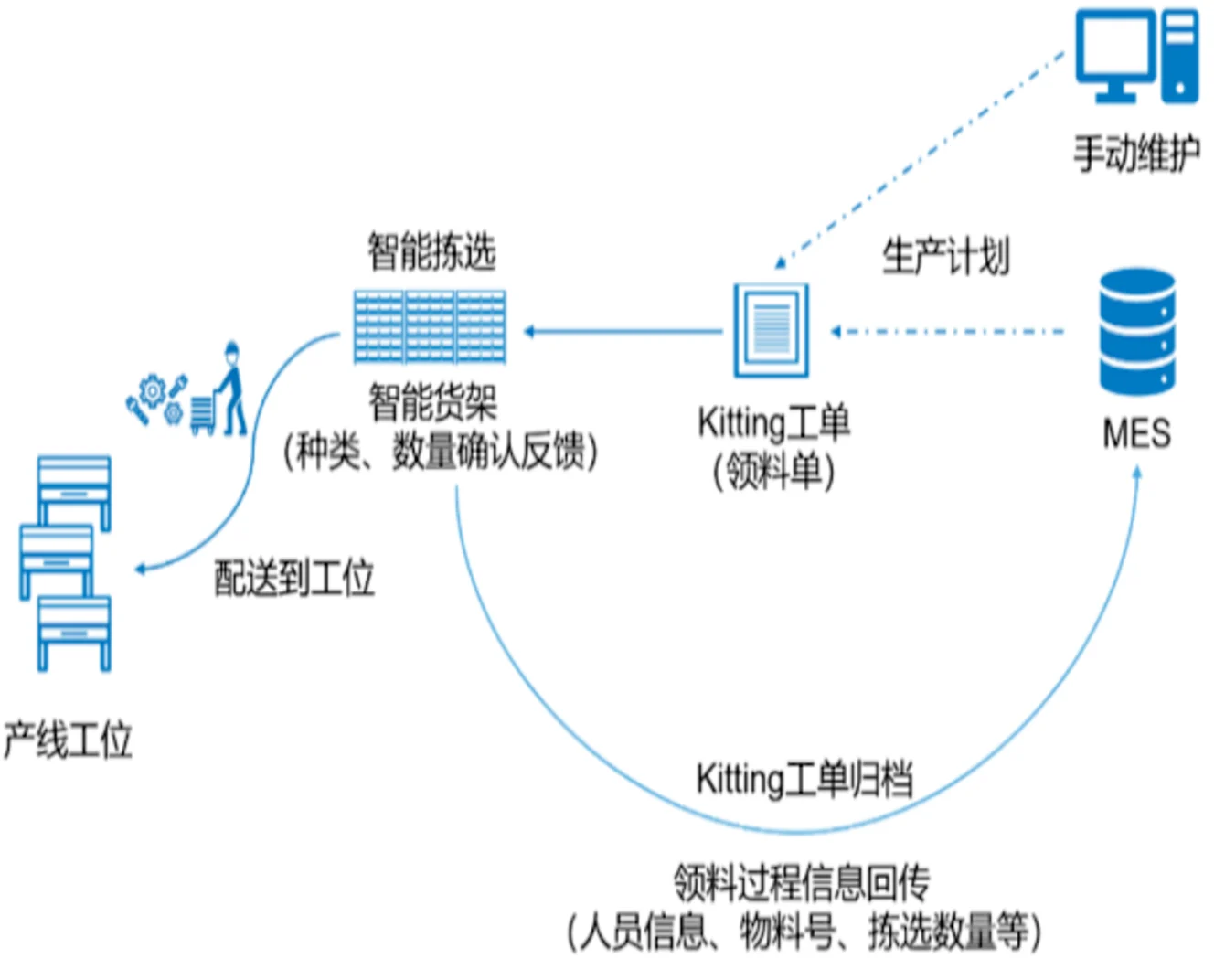
换产停线与“信息孤岛”。每次切换产品,生产线都像经历一次“小型搬家”。物料员需对照纸质清单,在拥挤的线边超市中艰难地清退旧料、备齐新料。这背后是信息传递的断层:生产工单(ERP/MES)中的物料编码、批次、数量等关键数据,在传递到仓储执行层时,需经打印、分发、人工识读等环节,极易产生偏差与滞后。漫长的换产时间,本质是对生产波动的响应僵化。
场景B
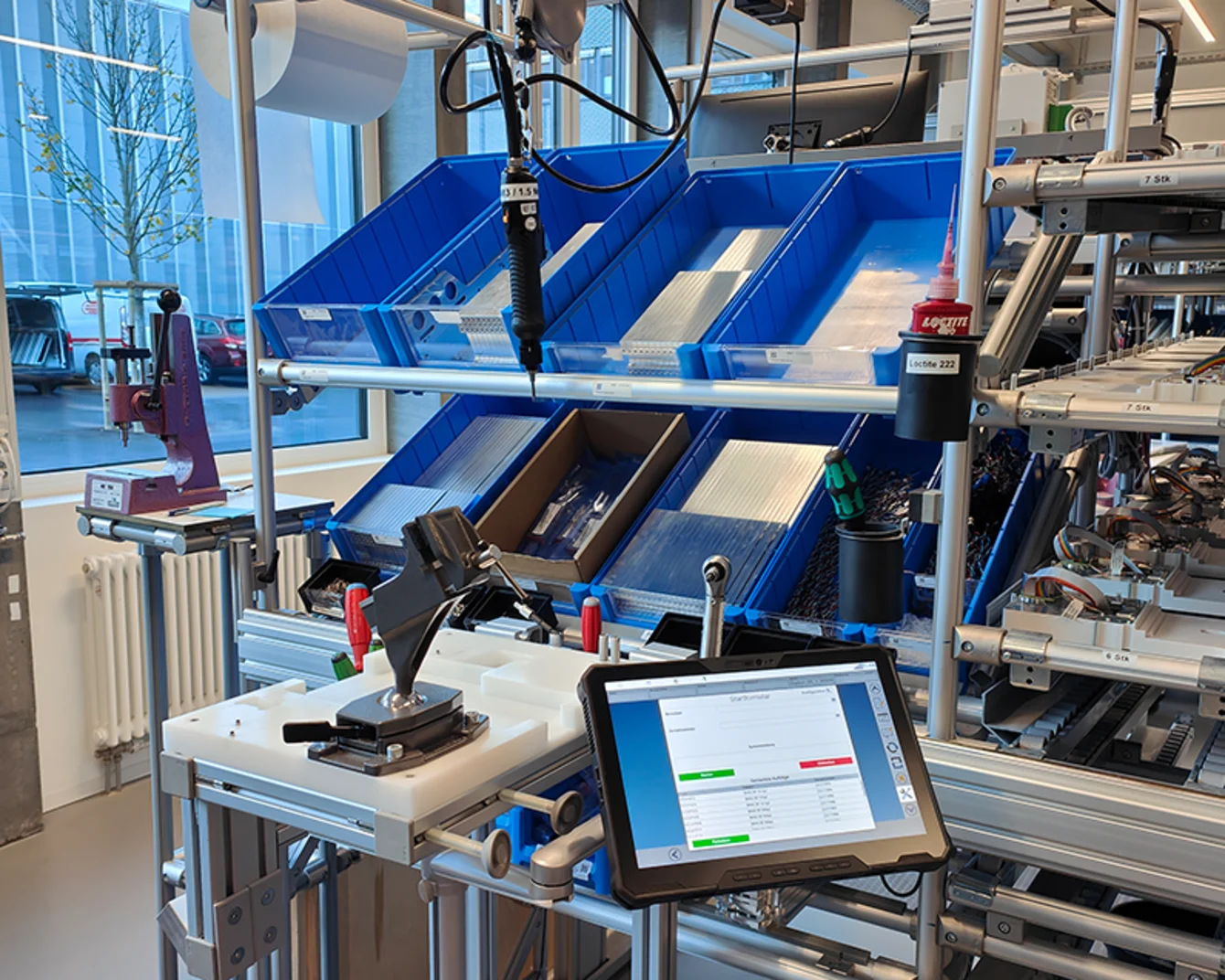
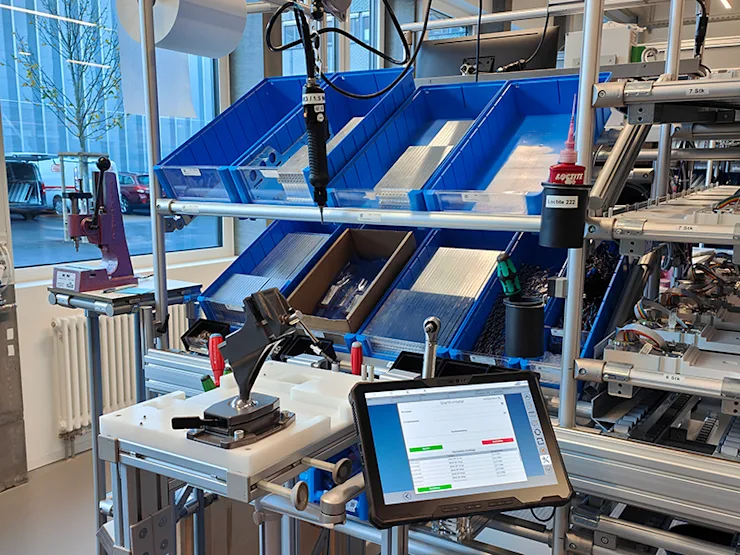
拣选的迷茫与“人脑记忆的过载”。面对成百上千的SKU,拣货员需要同时处理库位定位、物料核对、数量确认三项任务。在SKU数量超过人脑短期记忆容量时,错误率显著上升。这凸显了传统模式对个人经验与记忆的过度依赖,导致培训周期长、效率存在瓶颈。
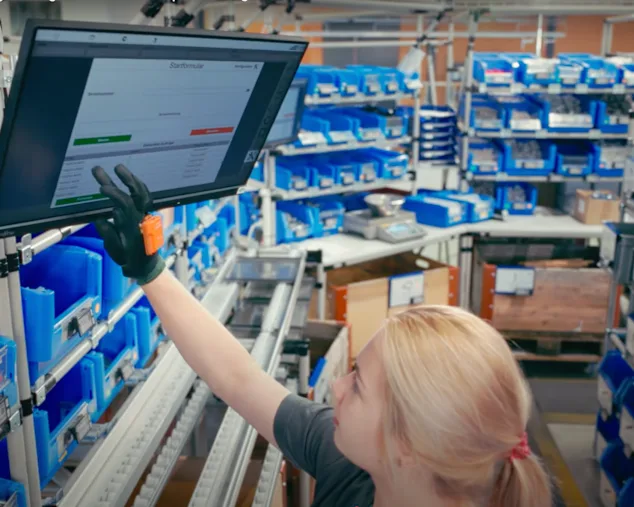
场景C
被“淹没”的车间与“齐套性”风险。为防止缺料,海量物料被提前推至生产线旁,导致空间拥挤、寻找耗时。更关键的是,这种“分散式线边库存”模式(如料盒称重补货)只能确保单种物料不缺,却无法保证一个生产工单所需的所有物料同时齐备。可能A料充足而B料缺货,生产线依然要等待。这反映了物料驱动与生产计划的脱节,是“推动式”补货逻辑的固有缺陷。